
Nieuw proces van W-type gegoten aluminium watergekoelde basis
Met de snelle ontwikkeling van power packs, elektrische voertuigen en fabricagetechnologieën voor metromotoren, worden gegoten aluminium watergekoelde frameconstructies veel gebruikt in de motorproductie. Elektrische voertuigmotoren met groene en milieuvriendelijke energie, snelle EMU-powerpack-generatoren, luchthavenbusmotoren en permanentmagneettractiemotoren voor stadsverkeer voor stadsverkeer gebruiken meestal watergekoelde bases van gegoten aluminium. Het goede warmteafvoereffect van het watergekoelde gietframe is de sleutel tot het voldoen aan de eisen van de motorproductie. Het belangrijkste productieproces omvat metaalsmelttechnologie, vormtechnologie, assemblagetechnologie, verwerkingstechnologie en andere aspecten. Of de structuur van de watergekoelde machinebasis van gegoten aluminium redelijk is en de kwaliteit ervan rechtstreeks van invloed is op de bedrijfszekerheid, arbeidsproductiviteit en economische voordelen van dit type motor. Toepassingsstructuur Een redelijke watergekoelde frameconstructie van gegoten aluminium kan de bedrijfszekerheid van dit type motorframe verbeteren, de productiecyclus verkorten, productiekosten besparen en de arbeidsproductiviteit en economische voordelen verbeteren.
1. Huidige productietechnologiestatus van watergekoeld frame
1.1 Procesmethode
De fabricagemethoden van gegoten aluminium watergekoelde bases in dezelfde industrie in binnen- en buitenland omvatten: integraal zandgieten, gespleten zandgieten, extrusiegieten, enz. Het algemene gietproces is: productie van vormkerndoos - productie van zandvormzandkern - legering smeltdoos assemblage-gieten-reinigen-eindproduct. Het split-gietproces is: productie van vormkerndoos - zandvormproductie van zandkern - assemblage van smeltdoos van legering - gieten - reinigen - verwerken - lassen - assemblage om een basisplano te vormen. Het extrusiegietproces is: matrijsproductie - smelten van gegoten aluminium - gieten van aluminiumstaven - hogedruk extrusiegieten - lasmachine basisblanks.
1.2 Tekortkomingen van traditionele ambachten en methodes
Het probleem van een integraal gietaluminium watergekoeld frame is een laag rendement van het frame en een lange productiecyclus. Het grootste probleem is moeilijk om de zandkern van het waterkanaal schoon te maken en moeilijk om de zandkern van het waterkanaal te bevestigen; de structuur van het watergekoelde frame van gespleten zandgegoten aluminium heeft problemen. Het productieproces is omslachtig, de cyclus is te lang, de kwaliteit is moeilijk te controleren en de binnen- en buitencilinders moeten worden voorbewerkt en de eindvlakken zijn verzegeld en gelast, wat gemakkelijk lekt na verwerking; de geëxtrudeerde gegoten aluminium watergekoelde basisstructuur: beperkt door de tonnage van de pers, groot De machinebasis kan niet worden gerealiseerd en er bestaat het risico op waterlekkage door de te verwerken seal- en lasnaad. Vaak lekt de machinebasis als gevolg van laskwaliteitsproblemen, wat de prestaties van de machinebasis beïnvloedt en er zelfs voor zorgt dat de motor wordt gesloopt.
2. Conceptie en doel van de nieuwe procesmethode
Door de tekortkomingen van traditionele procesmethoden te analyseren, wordt een nieuw proces voorgesteld, met onder meer de volgende kenmerken:
- 1) Binnen en buiten eenmalig vormgieten onder hoge druk.
- 2) De structurele kenmerken van het koelkanaal worden in één keer gevormd met de binnenste en buitenste cilinders.
- 3) Elimineert de moeilijke en lange verwerkingsstappen van het koelwaterkanaal van de machinebasis.
- 4) De lasnaad wordt aan de binnenkant van de flens gecontroleerd en de lasnaad mag niet worden verwerkt, wat het probleem van druk en waterlekkage van de machinebasis tijdens het lasproces oplost.
- 5) Plaats positionerings- en anti-kanalisatiestructuren op de wand van de waterweg om de betrouwbaarheid van de machinebasis te verbeteren.
- 6) Vorming van interferentieverwarmingsmof.
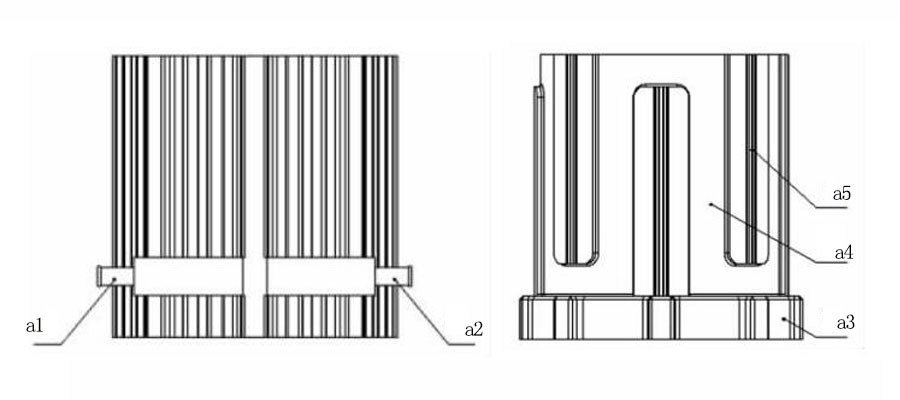
- a1: inlaat
- a2: Waterweg
- a3: Lasbeschermingsflens binnencilinder en einddeksel
- a4: Koelwaterweg
- a5: Anti-water gids sleutel
3. Het specifieke implementatieproces van het nieuwe proces
Het proces van het nieuwe spuitgietproces is: matrijsproductie-legering smelten-spuitgieten-hot sleeve-lassen-base blank. De waterkanalen van de binnenste en buitenste cilinder worden in vorm gegoten door middel van spuitgieten, er is geen bewerking vereist. Maak volledig gebruik van de kenmerken van spuitgieten, hoge snelheid, hoge oppervlakteafwerking, met behulp van spuitgiettechnologie, spuitgieten in buitenste en binnenste cilinders. De W-vormige kanaalstructuur en geleidende W-groef zijn gegoten op de binnencilinder zoals weergegeven in figuur 2; de buitenste cilinder is gegoten met een geleidings- en vergrendelingsstructuur, de binnenste en buitenste cilinders worden tegelijkertijd voorverwarmd en vervolgens worden de binnenste en buitenste cilinders verwarmd zoals getoond in Fig. 3.

De afdichting wordt in een basisplano gelast, zoals weergegeven in figuur 4. De voordelen van het nieuwe proces zijn:
- 1) De binnen- en buitencilinders worden direct gevormd door spuitgieten zonder waterkanalen te verwerken.
- 2) De buitenste cilinder heeft een binnenflens en de binnencilinder heeft een buitenflens om de las te beschermen.
- 3) De binnenste en buitenste cilinders zijn voorverwarmd voor interferentieverwarming.
- 4) Stel geleidings- en vergrendelingsinrichtingen in om de betrouwbaarheid van de basis te waarborgen.
4. Conclusie
Het nieuwe productieproces van een W-vormig watergekoeld frame is een precedent in de binnenlandse professionele motorindustrie. Gebaseerd op de absorptie van binnenlandse en buitenlandse gegoten aluminium frameproductietechnologie, gecombineerd met de gietstructuur, worden speciale procesmethoden gebruikt om de fabricage van W-vormig gegoten aluminium watergekoeld frame te realiseren. Tijdens het proces worden de kenmerken van drukgieten volledig benut, voorverwarmende interferentiehulzen worden gebruikt, lasbescherming en waterlekkagepreventiestructuur zijn slim gerangschikt en de vervaardiging van W-vormige gegoten aluminium watergekoelde machinebasis wordt gerealiseerd. Verkort de productontwikkelingscyclus, verminder de moeilijkheidsgraad en arbeidsintensiteit van motorproductie, vereenvoudig het productieproces van de belangrijkste componenten van elektrische machines, verbeter de betrouwbaarheid van productie en werking en beheers effectief de kosten van motorproductie.
Bewaar de bron en het adres van dit artikel voor herdruk: Nieuw proces van W-type gegoten aluminium watergekoelde basis
Minge Spuitgietbedrijf zijn toegewijd aan het vervaardigen en leveren van hoogwaardige en hoogwaardige gietstukken (het assortiment metalen spuitgietonderdelen omvat voornamelijk: Dunwandig spuitgieten,Hot Chamber Spuitgieten,Koude kamer spuitgieten),Ronde Service (Die Casting Service,CNC-bewerking,Matrijzen maken, Oppervlaktebehandeling). Elk aangepast aluminium spuitgieten, magnesium of Zamak / zink spuitgieten en andere gietstukken zijn welkom om contact met ons op te nemen.

Onder controle van ISO9001 en TS 16949 worden alle processen uitgevoerd door honderden geavanceerde spuitgietmachines, 5-assige machines en andere faciliteiten, variërend van blasters tot Ultra Sonic-wasmachines. Minghe heeft niet alleen geavanceerde apparatuur, maar heeft ook professionele team van ervaren ingenieurs, operators en inspecteurs om het ontwerp van de klant waar te maken.

Contractfabrikant van spuitgietwerk. Mogelijkheden zijn onder meer koude kamer aluminium spuitgietonderdelen vanaf 0.15 lbs. tot 6 lbs., snelwissel instellen en machinaal bewerken. Diensten met toegevoegde waarde omvatten polijsten, trillen, ontbramen, stralen, schilderen, plateren, coaten, assembleren en bewerken. Materialen waarmee gewerkt is, zijn legeringen zoals 360, 380, 383 en 413.

Hulp bij ontwerp van spuitgieten van zink/concurrent engineering. Custom fabrikant van precisie gegoten zink. Miniatuurgietstukken, hogedrukgietstukken, multi-slide gietstukken, conventionele gietstukken, eenheidsmatrijs en onafhankelijke spuitgietstukken en holteverzegelde gietstukken kunnen worden vervaardigd. Gietstukken kunnen worden vervaardigd in lengtes en breedtes tot 24 inch met een tolerantie van +/- 0.0005 inch.

ISO 9001: 2015 gecertificeerde fabrikant van gegoten magnesium. Mogelijkheden zijn onder hoge druk spuitgieten van magnesium tot 200 ton hete kamer en 3000 ton koude kamer, gereedschapsontwerp, polijsten, gieten, machinale bewerking, poeder- en vloeistofverven, volledige QA met CMM-mogelijkheden , montage, verpakking & levering.

ITAF16949 gecertificeerd. Extra castingservice omvat: investering gieten,zandgieten,Zwaartekracht gieten, Verloren schuimafgietsel,Centrifugaal gieten,Vacuümgieten,Permanent vormgieten,. Mogelijkheden zijn onder meer EDI, technische assistentie, solide modellering en secundaire verwerking.

Gietindustrieën Casestudy's over onderdelen voor: auto's, fietsen, vliegtuigen, muziekinstrumenten, waterscooters, optische apparaten, sensoren, modellen, elektronische apparaten, behuizingen, klokken, machines, motoren, meubels, sieraden, mallen, telecom, verlichting, medische apparaten, fotografische apparaten, Robots, sculpturen, geluidsapparatuur, sportuitrusting, gereedschap, speelgoed en meer.
Wat kunnen we u hierna helpen doen?
∇ Ga naar de startpagina voor Spuitgieten China
→Gietonderdelen- Zoek uit wat we hebben gedaan.
→Gerangschikte tips over Spuitgietdiensten
By Minghe Die Casting Fabrikant: |Categorieën: Handige artikelen |Materiaal Tags: Aluminium gieten, Zink gieten, Magnesium gieten, Titanium gieten, Gieten van roestvrij staal, Messing gieten,Brons gieten,Video casten,Geschiedenis van ons bedrijf,Aluminium spuitgieten |Reacties uitgeschakeld







