Gieten onder lage druk
Wat is lagedrukgieten?
Gieten onder lage druk betekent dat de mal over het algemeen boven een afgesloten smeltkroes wordt geplaatst en dat perslucht in de smeltkroes wordt geïntroduceerd om een lage druk (0.06-0.15 MPa) op het oppervlak van het gesmolten metaal te veroorzaken, zodat het gesmolten metaal uit de stijgbuis om de mal te vullen en de gestolde gietmethode te regelen. Deze gietmethode heeft een goede voeding en een compacte structuur. Het is gemakkelijk om grote en dunwandige complexe gietstukken te gieten zonder risers, en het metaalterugwinningspercentage kan 95% bereiken. Geen vervuiling, eenvoudig te realiseren automatisering. De apparatuurkosten zijn echter hoog en de productie-efficiëntie is laag. Over het algemeen gebruikt voor het gieten van non-ferro legeringen.
Lagedrukgieten is een gietmethode waarbij vloeibare legering onder druk van onder naar boven in de vormholte wordt geperst en onder druk wordt gestold om gietstukken te verkrijgen. De verzegelde kroes is gevuld met droge perslucht of inert gas. Met behulp van de druk die op het gesmolten metaaloppervlak werkt, vult het gesmolten metaal de mal soepel langs de stijgbuis van onder naar boven door de loper. De vuldruk is over het algemeen 20~60kPa. Wanneer het gietstuk volledig is gestold, wordt de gasdruk op het vloeistofoppervlak opgeheven, zodat het niet-gestolde gesmolten metaal in de stijgbuis en de loper door zijn eigen gewicht in de smeltkroes stroomt, dan wordt de mal geopend en wordt het gietstuk eruit gehaald.
Het productieproces van lagedrukgieten omvat de volgende vier basisprocedures:
- - Metaalsmelten en voorbereiden van mallen of gietvormen.
- - Voorbereidingen voor het storten: inclusief kroesafdichting (passend afdichtingsdeksel), slakverwijdering in stijgleiding, meten vloeistofniveau, afdichtingstest, matrijsmatching, aandraaien van matrijs of matrijs, etc.
- - Gieten: inclusief vloeistof optillen, vullen, onder druk zetten, stollen, drukontlasting en koeling, etc.
- - Ontvormen: inclusief los vormen en uitgieten.
De toepassing van lagedrukgieten
Lagedrukgieten is de vroegste anti-zwaartekrachtgiettechnologie en wordt sinds de jaren 1940 in de industriële productie gebruikt. Lagedrukgieten is gewoon spuitgieten en niet-belaste onderdelen kunnen dit proces gebruiken. Tegenwoordig wordt lagedrukgieten voornamelijk gebruikt om onderdelen van aluminiumlegeringen en magnesiumlegeringen te produceren, zoals autowielen in de auto-industrie, cilinderblokken, cilinderkoppen, zuigers, raketgranaten, waaiers, windgeleidewielen en andere gietstukken met complexe vormen en hoge kwaliteitseisen in de auto-industrie. Wanneer lagedrukgieten wordt gebruikt om gietstaal te produceren, zoals gietstalen wielen, moet de stijgbuis gemaakt zijn van speciale vuurvaste materialen. Lagedrukgieten kan ook worden toegepast op kleine gietstukken van koperlegeringen, zoals buisleidingen, kraankranen in badkamers, enz. De technologie is in het buitenland geïndustrialiseerd.

De kenmerken van lagedrukgieten
Lagedrukgieten kan zand, metaal, grafiet, enz. Gebruiken. Het vulproces verschilt van zwaartekrachtgieten zoals metaalgieten en zandgieten, en het is ook anders dan drukgieten met hoge druk en snel vullen. Het heeft de volgende voordelen:
- - Vullen met puur gesmolten metaal verbetert de zuiverheid van gietstukken. Aangezien de gesmolten slak over het algemeen op het oppervlak van het gesmolten metaal drijft, wordt het lagedrukgietstuk gevuld met het gesmolten metaal in het onderste deel van de smeltkroes door de stijgbuis, waardoor de mogelijkheid dat de gesmolten slak de vormholte binnendringt volledig wordt vermeden .
- - De vloeibare metalen vulling is stabiel, waardoor het tuimelen, stoten en spatten van het vloeibare metaal tijdens het vullen wordt verminderd of vermeden, waardoor de vorming van geoxideerde slakken wordt verminderd.
- - Het gietstuk heeft een goede vervormbaarheid. Het gesmolten metaal wordt onder druk gevuld, wat de vloeibaarheid van het gesmolten metaal kan verbeteren, wat bevorderlijk is voor de vorming van gietstukken met duidelijke contouren en gladde oppervlakken, en gunstiger is voor de vorming van grote dunwandige gietstukken.
- - Het gietstuk kristalliseert en stolt onder druk, die volledig kan worden gevoed en de gietstructuur is dicht.
- - Verbeter de opbrengst van gesmolten metaal. Onder normale omstandigheden is er geen stijgbuis nodig en het niet-gecondenseerde metaal in de stijgbuis kan worden teruggevloeid naar de smeltkroes voor herhaald gebruik, wat de opbrengst aan gesmolten metaal aanzienlijk verbetert. Over het algemeen tot 90%,
- - Handige productie en bediening, goede arbeidsomstandigheden, hoge productie-efficiëntie, eenvoudig te realiseren mechanisatie en automatisering,
- - Lagedrukgieten heeft ook enkele tekortkomingen, de investeringen in apparatuur en matrijs zijn relatief groot; bij de productie van gietstukken van aluminiumlegeringen zijn de smeltkroes en de stijgbuis lange tijd in contact met het gesmolten metaal, dat vatbaar is voor corrosie en schroot, wat er ook voor zal zorgen dat het gesmolten metaal het ijzer verhoogt en de prestaties verslechtert.
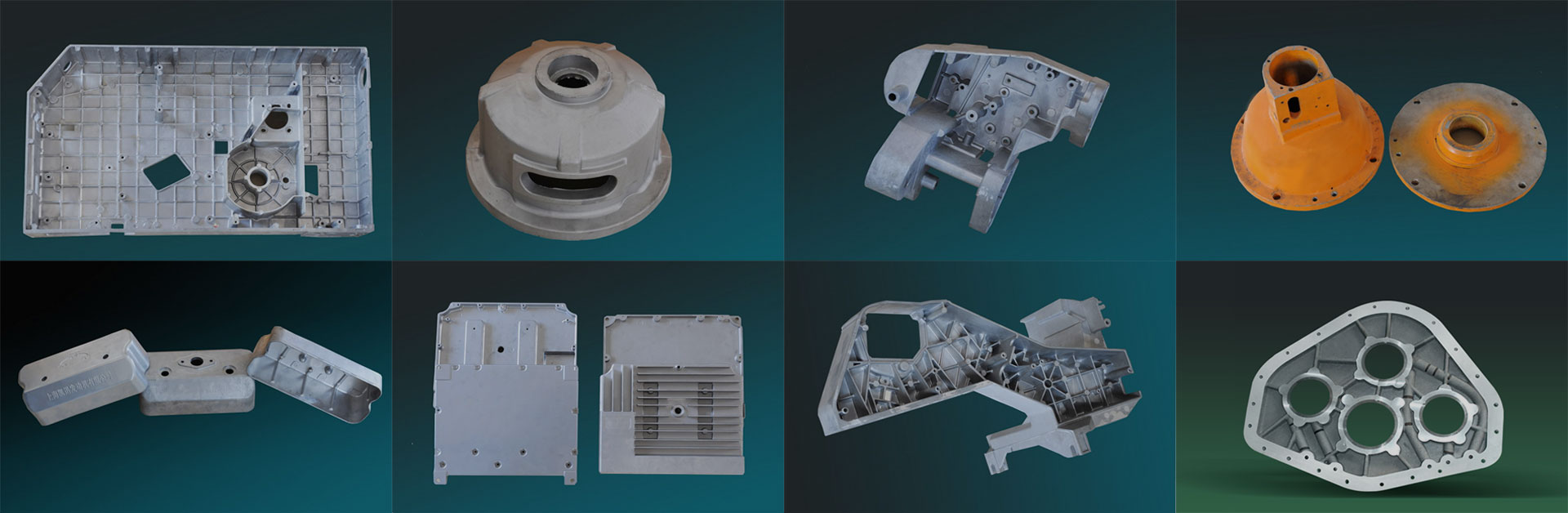
Verschillende soorten productiescenario van lagedrukgieten
Minghe houdt zich altijd aan de eisen van de klant en de servicenormen van het bedrijf. In elke schakel van matrijsontwerp, matrijsassemblage, matrijs debugging, matrijsproefproductie, gietproces, enz., zijn er toegewijde ingenieurs om u aan de telefoon te houden;

| Lagedruk gietstukken Winkel 1 ▶ |

| Lagedruk gietstukken Winkel 2 ▶ |

| Lagedruk gietstukken Winkel 3 ▶ |

| Lagedruk gietstukken Winkel 4▶ |

| Lagedruk gietstukken Winkel 5▶ |

| Multifunctionele boor- en tapmachine▶ |

| Producten van aluminiumlegeringen voor het afschrikken en ontlaten van apparatuur; ▶ |

| De-gate hydraulische pers▶ |

| Oven▶ |

| Lagedruk gietapparatuur-kernschaalmachine▶ |

| Lage druk gietmachine pressure▶ |

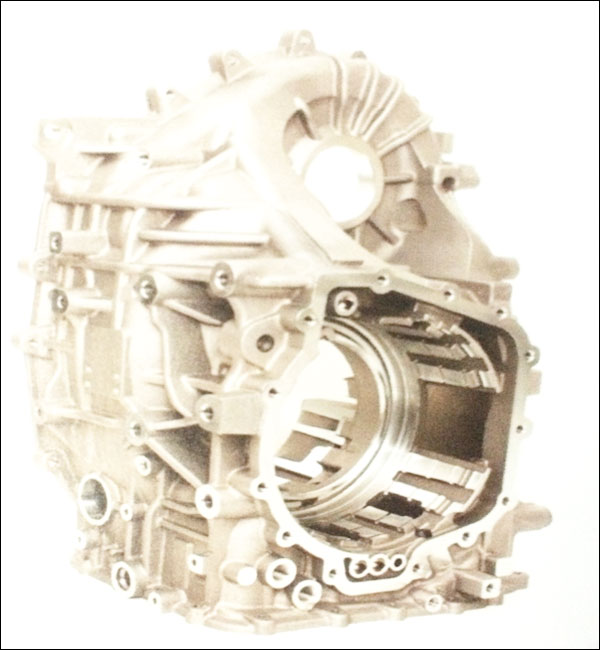
| Lagedrukgietproduct-versnellingsbaklichaam▶ |
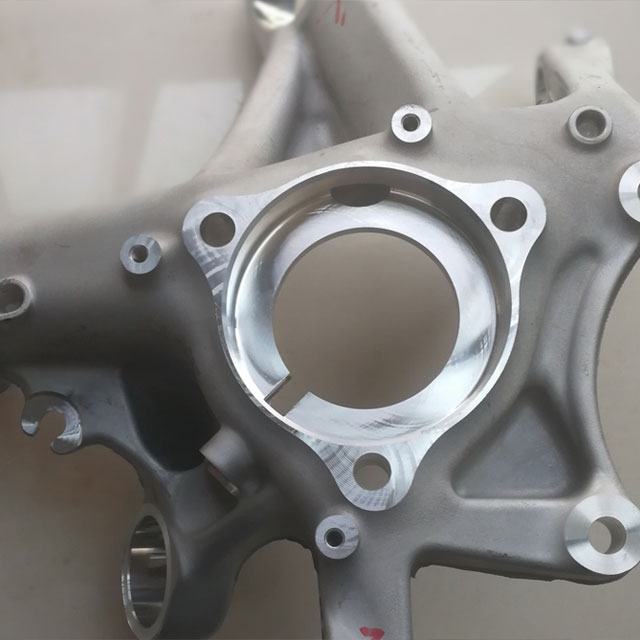
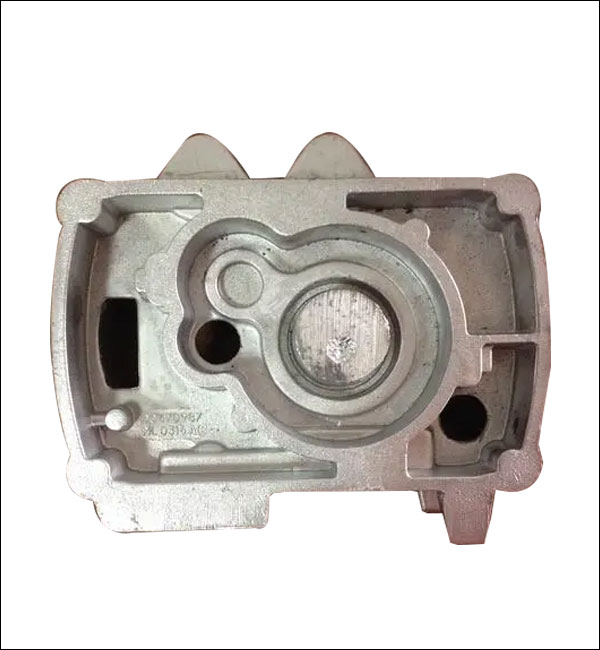
De Minghe-casestudy's van gieten onder lage druk
Minghe Casting-fabricagediensten zijn beschikbaar voor zowel ontwerp naar realiteit als productieruns van laag tot hoog volume van uw spuitgietonderdelen, zandgietonderdelen, investeringsgietonderdelen, metaalgietonderdelen, verloren schuimgietonderdelen en meer.










Ga naar Bekijk meer Casting Parts Cases Studies >>>
Kies de beste leverancier van lagedrukgieten
Momenteel worden onze lagedrukgietonderdelen geëxporteerd naar Amerika, Canada, Australië, het Verenigd Koninkrijk, Duitsland, Frankrijk, Zuid-Afrika en vele andere landen over de hele wereld. We zijn ISO9001-2015 geregistreerd en ook gecertificeerd door SGS.
Onze aangepaste fabricageservice voor lagedrukgieten biedt duurzame en betaalbare gietstukken die voldoen aan uw specificaties voor de automobiel-, medische, ruimtevaart-, elektronica-, voedsel-, bouw-, beveiligings-, scheepvaart- en meer industrieën. Snel om uw aanvraag te verzenden of uw tekeningen in te dienen om zo snel mogelijk een gratis offerte te krijgen. Neem contact met ons op of e-mail! verkoop@hmminghe.com om te zien hoe onze mensen, apparatuur en gereedschappen de beste kwaliteit voor de beste prijs kunnen leveren voor uw lagedrukgietproject.
Wij bieden castingdiensten aan, waaronder:
Minghe Casting-diensten werken met zandgieten, metaalgieten, investeringsgieten, verloren schuimgieten en meer.
Zandgieten
Zandgieten is een traditioneel gietproces waarbij zand wordt gebruikt als het belangrijkste modelleermateriaal om mallen te maken. Zwaartekrachtgieten wordt over het algemeen gebruikt voor zandvormen, en lagedrukgieten, centrifugaalgieten en andere processen kunnen ook worden gebruikt als er speciale vereisten zijn. Zandgieten heeft een breed scala aan aanpasbaarheid, kleine stukken, grote stukken, eenvoudige stukken, complexe stukken, enkele stukken en grote hoeveelheden kunnen worden gebruikt.
Permanent vormgieten
Permanent vormgieten hebben een lange levensduur en een hoge productie-efficiëntie, hebben niet alleen een goede maatnauwkeurigheid en een glad oppervlak, maar hebben ook een hogere sterkte dan zandafgietsels en hebben minder kans om beschadigd te raken wanneer hetzelfde gesmolten metaal wordt gegoten. Daarom wordt bij de massaproductie van middelgrote en kleine non-ferro metalen gietstukken, zolang het smeltpunt van het gietmateriaal niet te hoog is, over het algemeen de voorkeur gegeven aan metaalgieten.

Investeringsgieten
Het grootste voordeel van investering gieten is dat omdat investeringsgietstukken een hoge maatnauwkeurigheid en oppervlakteafwerking hebben, ze het machinale werk kunnen verminderen, maar een kleine bewerkingstoeslag achterlaten op de onderdelen met hogere eisen. Het is duidelijk dat het gebruik van de investeringsgietmethode veel werktuigmachines en manuren kan besparen, en metaalgrondstoffen aanzienlijk kan besparen.
Verloren schuimafgietsel
Verloren schuim gieten is het combineren van paraffinewas- of schuimmodellen vergelijkbaar met de gietgrootte en vorm in modelclusters. Na het borstelen en drogen van vuurvaste coatings, worden ze begraven in droog kwartszand voor vibratiemodellering en onder negatieve druk gegoten om het model te vergassen. , Het vloeibare metaal neemt de positie van het model in en vormt na stollen en afkoelen een nieuwe gietmethode.

Die Casting
Spuitgieten is een metaalgietproces, dat wordt gekenmerkt door het uitoefenen van hoge druk op het gesmolten metaal met behulp van de holte van de mal. Matrijzen zijn meestal gemaakt van legeringen met een hogere sterkte en dit proces lijkt enigszins op spuitgieten. De meeste spuitgietstukken zijn ijzervrij, zoals zink, koper, aluminium, magnesium, lood, tin en lood-tinlegeringen en hun legeringen. Minghe is de top van China geweest spuitgieten service
Centrifugaal gieten
Centrifugaal gieten is een techniek en methode om vloeibaar metaal in een roterende vorm met hoge snelheid te injecteren, zodat het vloeibare metaal centrifugale beweging is om de vorm te vullen en een gietstuk te vormen. Door de centrifugale beweging kan het vloeibare metaal de mal in radiale richting goed vullen en het vrije oppervlak van het gietstuk vormen; het beïnvloedt het kristallisatieproces van het metaal, waardoor de mechanische en fysieke eigenschappen van het gietstuk worden verbeterd.

Gieten onder lage druk
Gieten onder lage druk betekent dat de mal over het algemeen boven een afgesloten smeltkroes wordt geplaatst en dat perslucht in de smeltkroes wordt geïntroduceerd om een lage druk (0.06 - 0.15 MPa) op het oppervlak van het gesmolten metaal te veroorzaken, zodat het gesmolten metaal uit de stijgbuis naar boven stijgt vul de mal en controleer de gestolde gietmethode. Deze gietmethode heeft een goede toevoer en een dichte structuur, gemakkelijk te gieten grote dunwandige complexe gietstukken, geen stootborden en een metaalterugwinningspercentage van 95%. Geen vervuiling, eenvoudig te realiseren automatisering.